



01 ແມ່ນຫຍັງຂໍ້ຕໍ່ເຊື່ອມ
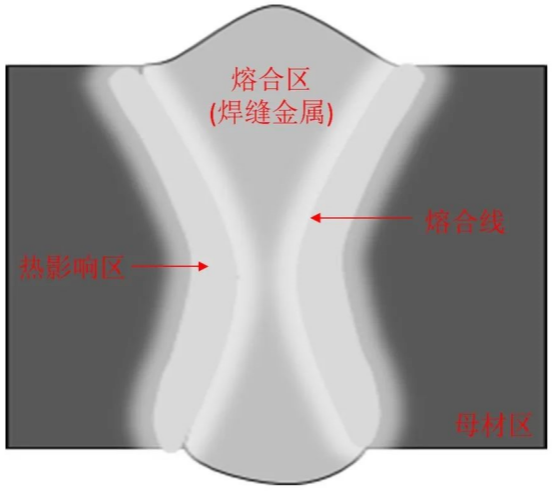
ຂໍ້ຕໍ່ເຊື່ອມ ໝາຍເຖິງຂໍ້ຕໍ່ທີ່ສອງຊິ້ນວຽກຫຼືຫຼາຍກວ່ານັ້ນເຊື່ອມຕໍ່ກັນໂດຍການເຊື່ອມ. ຂໍ້ຕໍ່ເຊື່ອມຂອງການເຊື່ອມຟິວຊັນແມ່ນສ້າງຂຶ້ນໂດຍການໃຫ້ຄວາມຮ້ອນໃນທ້ອງຖິ່ນຈາກແຫຼ່ງຄວາມຮ້ອນທີ່ມີອຸນຫະພູມສູງ. ຂໍ້ຕໍ່ເຊື່ອມປະກອບດ້ວຍເຂດຟິວຊັນ (ເຂດເຊື່ອມ), ສາຍຟິວຊັນ, ເຂດທີ່ໄດ້ຮັບຜົນກະທົບຈາກຄວາມຮ້ອນ, ແລະເຂດໂລຫະພື້ນຖານ, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ.
02 ຂໍ້ຕໍ່ກົ້ນແມ່ນຫຍັງ
ໂຄງສ້າງການເຊື່ອມທີ່ນິຍົມໃຊ້ແມ່ນຂໍ້ຕໍ່ທີ່ສອງສ່ວນທີ່ເຊື່ອມຕໍ່ກັນຖືກເຊື່ອມຢູ່ໃນລະນາບດຽວກັນ ຫຼື ເປັນຮູບໂຄ້ງຢູ່ລະນາບກາງຂອງຂໍ້ຕໍ່. ລັກສະນະດັ່ງກ່າວແມ່ນຄວາມຮ້ອນສະໝໍ່າສະເໝີ, ແຮງສະໝໍ່າສະເໝີ, ແລະ ງ່າຍຕໍ່ການຮັບປະກັນຄຸນນະພາບການເຊື່ອມ.
03 ແມ່ນຫຍັງຮ່ອງເຊື່ອມ
ເພື່ອຮັບປະກັນການເຈາະ ແລະ ຄຸນນະພາບຂອງຮອຍຕໍ່ທີ່ເຊື່ອມ, ແລະ ຫຼຸດຜ່ອນການຜິດຮູບຂອງການເຊື່ອມ, ໂດຍທົ່ວໄປແລ້ວຮອຍຕໍ່ຂອງຊິ້ນສ່ວນທີ່ເຊື່ອມຈະຖືກປຸງແຕ່ງເປັນຮູບຮ່າງຕ່າງໆກ່ອນການເຊື່ອມ. ຮ່ອງເຊື່ອມທີ່ແຕກຕ່າງກັນແມ່ນເໝາະສົມກັບວິທີການເຊື່ອມ ແລະ ຄວາມໜາຂອງການເຊື່ອມທີ່ແຕກຕ່າງກັນ. ຮູບແບບຮ່ອງທົ່ວໄປປະກອບມີ: ຮູບຕົວ I, ຮູບຕົວ V, ຮູບຕົວ U, ຮູບຕົວ V ຂ້າງດຽວ, ແລະອື່ນໆ, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ.
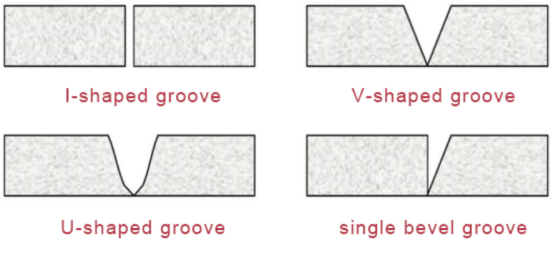
ຮູບແບບຮ່ອງທົ່ວໄປຂອງຂໍ້ຕໍ່ກົ້ນ
04 ອິດທິພົນຂອງຮູບແບບຮ່ອງຂໍ້ຕໍ່ກົ້ນຕໍ່ການເຊື່ອມໂລຫະປະສົມດ້ວຍເລເຊີ
ເມື່ອຄວາມໜາຂອງຊິ້ນວຽກທີ່ເຊື່ອມເພີ່ມຂຶ້ນ, ການບັນລຸການເຊື່ອມດ້ານດຽວ ແລະ ການສ້າງແຜ່ນຂະໜາດກາງ ແລະ ໜາສອງດ້ານ (ພະລັງງານເລເຊີ <10 kW) ມັກຈະມີຄວາມສັບສົນຫຼາຍຂຶ້ນ. ໂດຍປົກກະຕິແລ້ວ, ຕ້ອງມີການນຳໃຊ້ຍຸດທະສາດການເຊື່ອມທີ່ແຕກຕ່າງກັນ, ເຊັ່ນ: ການອອກແບບຮູບແບບຮ່ອງທີ່ເໝາະສົມ ຫຼື ການສະຫງວນຊ່ອງຫວ່າງຈຸດເຊື່ອມຕໍ່ບາງຢ່າງ, ເພື່ອໃຫ້ບັນລຸການເຊື່ອມແຜ່ນຂະໜາດກາງ ແລະ ໜາ. ຢ່າງໃດກໍຕາມ, ໃນການເຊື່ອມໃນການຜະລິດຕົວຈິງ, ການສະຫງວນຊ່ອງຫວ່າງຈຸດເຊື່ອມຕໍ່ຈະເພີ່ມຄວາມຫຍຸ້ງຍາກຂອງອຸປະກອນເຊື່ອມ. ດັ່ງນັ້ນ, ການອອກແບບຮ່ອງຈຶ່ງມີຄວາມສຳຄັນໃນລະຫວ່າງຂະບວນການເຊື່ອມ. ຖ້າການອອກແບບຮ່ອງບໍ່ສົມເຫດສົມຜົນ, ຄວາມໝັ້ນຄົງ ແລະ ປະສິດທິພາບຂອງການເຊື່ອມຈະໄດ້ຮັບຜົນກະທົບທາງລົບ, ແລະ ມັນຍັງເພີ່ມຄວາມສ່ຽງຂອງຂໍ້ບົກຜ່ອງໃນການເຊື່ອມ.
(1) ຮູບຮ່າງຮ່ອງມີຜົນກະທົບໂດຍກົງຕໍ່ຄຸນນະພາບຂອງຮອຍຕໍ່. ການອອກແບບຮ່ອງທີ່ເໝາະສົມສາມາດຮັບປະກັນໄດ້ວ່າໂລຫະລວດເຊື່ອມຈະຖືກຕື່ມເຕັມເຂົ້າໄປໃນຮອຍຕໍ່, ຫຼຸດຜ່ອນການເກີດຂໍ້ບົກຜ່ອງຂອງການເຊື່ອມ.
(2) ຮູບຮ່າງເລຂາຄະນິດຂອງຮ່ອງມີຜົນກະທົບຕໍ່ວິທີການຖ່າຍໂອນຄວາມຮ້ອນ, ເຊິ່ງສາມາດນໍາພາຄວາມຮ້ອນໄດ້ດີຂຶ້ນ, ບັນລຸຄວາມຮ້ອນແລະຄວາມເຢັນທີ່ສະໝໍ່າສະເໝີຫຼາຍຂຶ້ນ, ແລະຊ່ວຍຫຼີກລ່ຽງການຜິດຮູບຄວາມຮ້ອນແລະຄວາມກົດດັນທີ່ເຫຼືອ.
(3) ຮູບຮ່າງຮ່ອງຈະສົ່ງຜົນກະທົບຕໍ່ຮູບຮ່າງຕັດຂວາງຂອງຮອຍຕໍ່, ແລະ ມັນຈະນໍາໄປສູ່ຮູບຮ່າງຕັດຂວາງຂອງຮອຍຕໍ່ທີ່ສອດຄ່ອງກັບຄວາມຕ້ອງການສະເພາະ, ເຊັ່ນ: ຄວາມເລິກ ແລະ ຄວາມກວ້າງຂອງການເຈາະຮອຍຕໍ່.
(4) ຮູບແບບຮ່ອງທີ່ເໝາະສົມສາມາດປັບປຸງຄວາມໝັ້ນຄົງຂອງການເຊື່ອມໂລຫະ ແລະ ຫຼຸດຜ່ອນປະກົດການທີ່ບໍ່ໝັ້ນຄົງໃນລະຫວ່າງຂະບວນການເຊື່ອມໂລຫະ ເຊັ່ນ: ການສີດນ້ຳ ແລະ ຂໍ້ບົກຜ່ອງດ້ານການຕັດ.
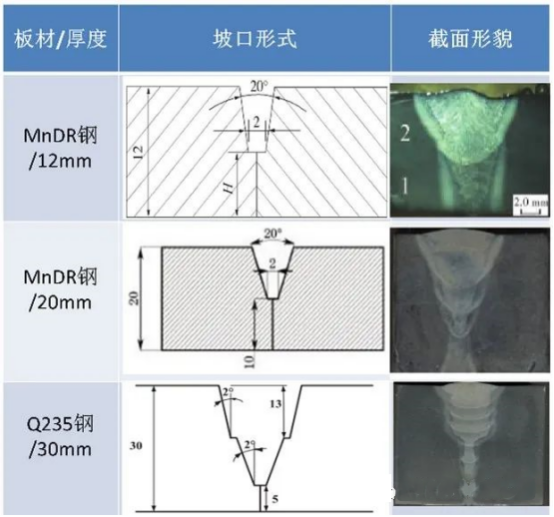
ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 3, ນັກຄົ້ນຄວ້າໄດ້ພົບວ່າການໃຊ້ການເຊື່ອມໂລຫະປະສົມດ້ວຍເລເຊີ (ພະລັງງານເລເຊີ 4kW) ສາມາດຕື່ມຮ່ອງໃນສອງຊັ້ນ ແລະ ສອງຮອບ, ເຊິ່ງຊ່ວຍປັບປຸງປະສິດທິພາບການເຊື່ອມໄດ້ຢ່າງມີປະສິດທິພາບ; ການເຊື່ອມໂລຫະ MnDR ໜາ 20 ມມ ທີ່ບໍ່ມີຂໍ້ບົກພ່ອງໄດ້ບັນລຸໄດ້ໂດຍໃຊ້ການເຊື່ອມໂລຫະປະສົມດ້ວຍເລເຊີສາມຊັ້ນ (ພະລັງງານເລເຊີ 6kW); ການເຊື່ອມໂລຫະປະສົມດ້ວຍເລເຊີໄດ້ຖືກນໍາໃຊ້ເພື່ອເຊື່ອມເຫຼັກກ້າຄາບອນຕໍ່າໜາ 30 ມມ ໃນຫຼາຍຊັ້ນ ແລະ ຫຼາຍຮອບ, ແລະຮູບຮ່າງຕັດຂວາງຂອງຮອຍຕໍ່ທີ່ເຊື່ອມແມ່ນໝັ້ນຄົງ ແລະ ດີ. ນອກຈາກນັ້ນ, ນັກຄົ້ນຄວ້າໄດ້ພົບວ່າຄວາມກວ້າງຂອງຮ່ອງສີ່ຫລ່ຽມ ແລະ ມຸມຂອງຮ່ອງຮູບຕົວ Y ມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ຜົນກະທົບຂອງຂໍ້ຈຳກັດທາງພື້ນທີ່. ເມື່ອຄວາມກວ້າງຂອງຮ່ອງສີ່ຫລ່ຽມແມ່ນ≤4 ມມ ແລະ ມຸມຂອງຮ່ອງຮູບຕົວ Y ແມ່ນ≤60 °, ຮູບຮ່າງຕັດຂວາງຂອງຮອຍຕໍ່ສະແດງໃຫ້ເຫັນຮອຍແຕກກາງ ແລະ ຮອຍບิ่นຂອງຝາຂ້າງ, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ.
ຜົນກະທົບຂອງຮູບຮ່າງຮ່ອງຕໍ່ຮູບຮ່າງພາກຕັດຂວາງຂອງການເຊື່ອມ
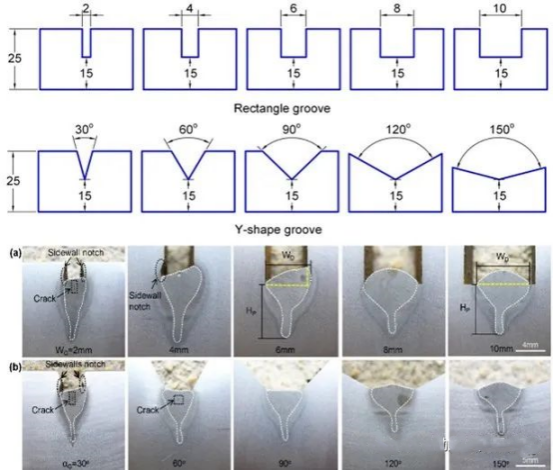
ອິດທິພົນຂອງຄວາມກວ້າງ ແລະ ມຸມຂອງຮ່ອງຕໍ່ຮູບຮ່າງຂອງພາກຕັດຂວາງຂອງການເຊື່ອມ
05 ສະຫຼຸບ
ການເລືອກຮູບແບບຮ່ອງຕ້ອງພິຈາລະນາຢ່າງລະອຽດກ່ຽວກັບຄວາມຕ້ອງການຂອງວຽກງານການເຊື່ອມໂລຫະ, ຄຸນລັກສະນະຂອງວັດສະດຸ, ແລະລັກສະນະຂອງຂະບວນການເຊື່ອມໂລຫະປະສົມດ້ວຍເລເຊີ. ການອອກແບບຮ່ອງທີ່ເໝາະສົມສາມາດປັບປຸງປະສິດທິພາບການເຊື່ອມໂລຫະ ແລະ ຫຼຸດຜ່ອນຄວາມສ່ຽງຂອງຂໍ້ບົກຜ່ອງໃນການເຊື່ອມໂລຫະ. ດັ່ງນັ້ນ, ການເລືອກ ແລະ ການອອກແບບຮູບແບບຮ່ອງແມ່ນປັດໄຈສຳຄັນກ່ອນການເຊື່ອມໂລຫະປະສົມດ້ວຍເລເຊີຂອງແຜ່ນຂະໜາດກາງ ແລະ ໜາ.
ເວລາໂພສ: ພະຈິກ-08-2023











